|
|
|
Ultrasonic Testing |
|
|
|
|
|
Ultrasonic Testing |
|
|
|
ULTRASONIC TESTING HEMI has both contact hand scanning equipment and automated continuous scanning (C-Scan) equipment available to evaluate bonded material. Ultrasonic testing is not a quantitative method of bond evaluation but is a good method of identifying non-bond regions.
|
|
|
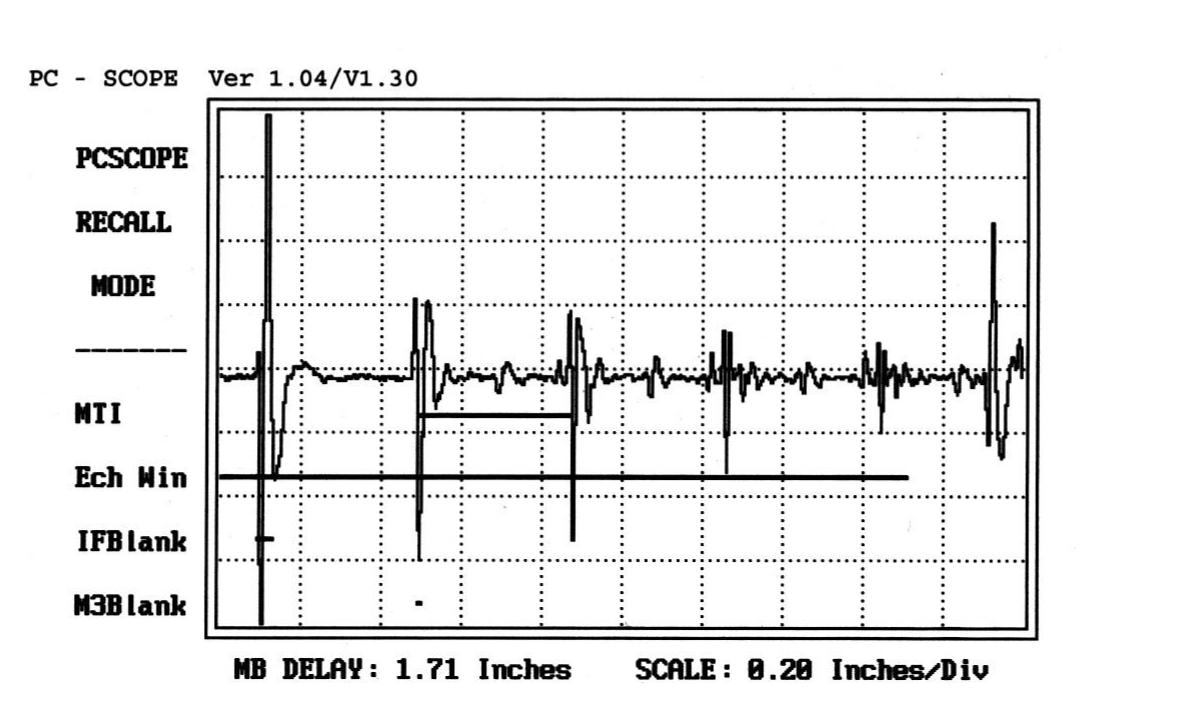
CONTACT ULTRASONIC TESTING Contact hand scanning can evaluate specific areas for non-bond with accuracy and ease. Hand scanning can also be used to evaluate large plates using established grids according to ASTM A-578. The contact method uses a pulse echo transducer in contact with the clad metal surface to establish areas on a bonded plate where the sound pulse reflects at the bond interface instead of travelling into the base metal. This indicates a lack of bond. An example is shown below. |
||
|
|
||
|
Figure 1. HEMI's hand-held ultrasonic testing equipment. |
||
|
|
|
|
|
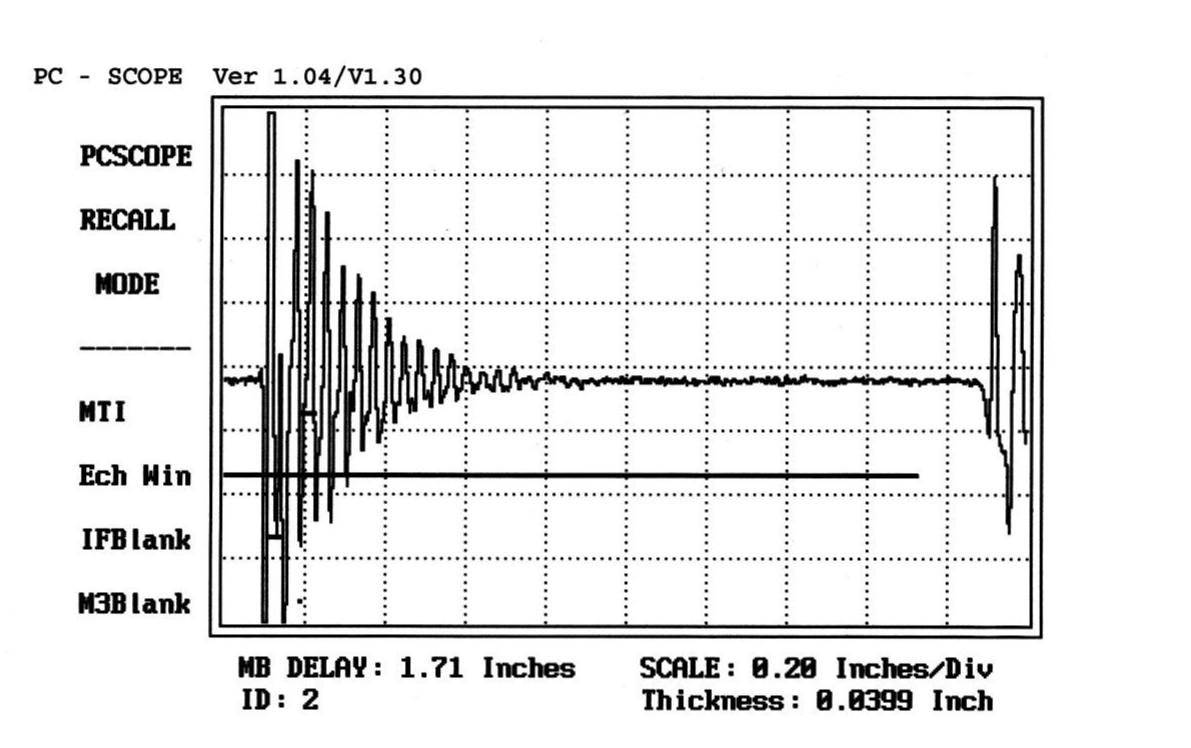
Figure 2. Hand scan of .040" AlBe alloy bonded to 3/4" aluminum |
|
Figure 3. Hand scan of same plate in area of non-bond |
|
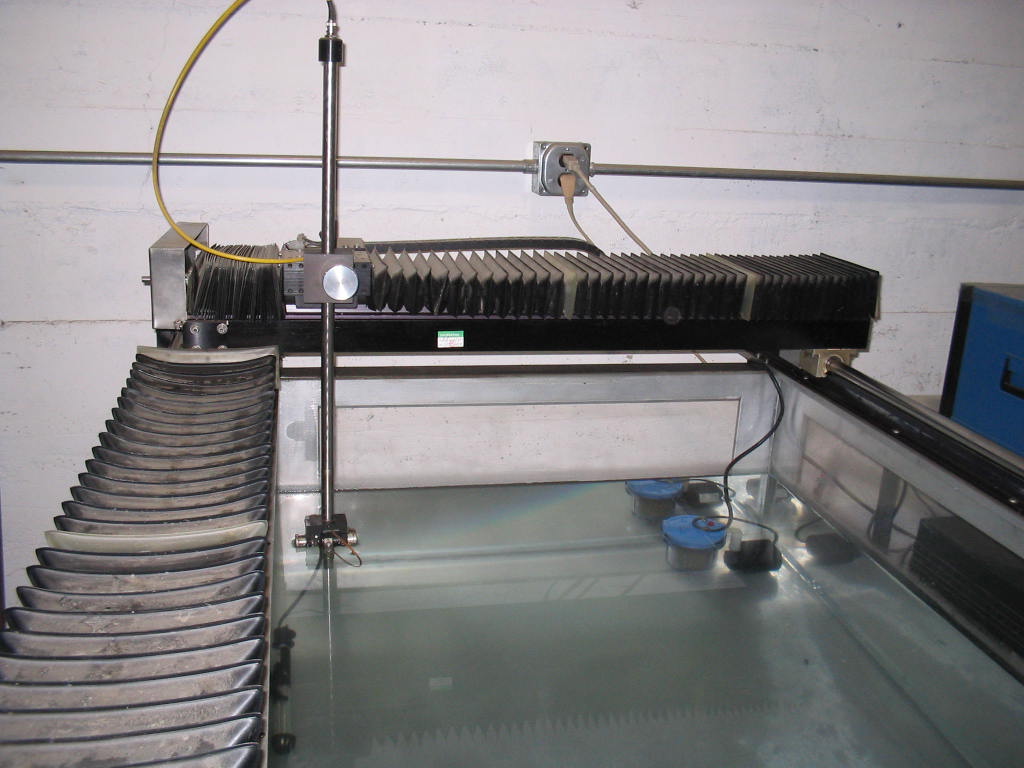
AUTOMATED ULTRASONIC CONTINUOUS SCANNING (C-Scan) High Energy Metals has a C-Scan unit capable of analyzing bonded plates up to 24" x 48". The C-Scan unit can index on the order of .010" and detect flaws as small as .040". C-Scan evaluations are computer integrated to allow digital print-outs of any plate scan.
|
||
|
|
||
|
|
|
|
|
Figure 4. HEMI's Automated ultrasonic C-Scan testing equipment. |
||
|
|
||
|
|
|
|
|
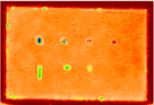
Figure 5. C-Scan standard. Defects are, from top left, 1/8", .080", .055" and .040" holes and 1 x 6, 1 x 3 and 1 x 1.5mm slots |
Figure 6. Interface reflection amplitude color gradient key. |
|
|
|
||
|
|
||
|
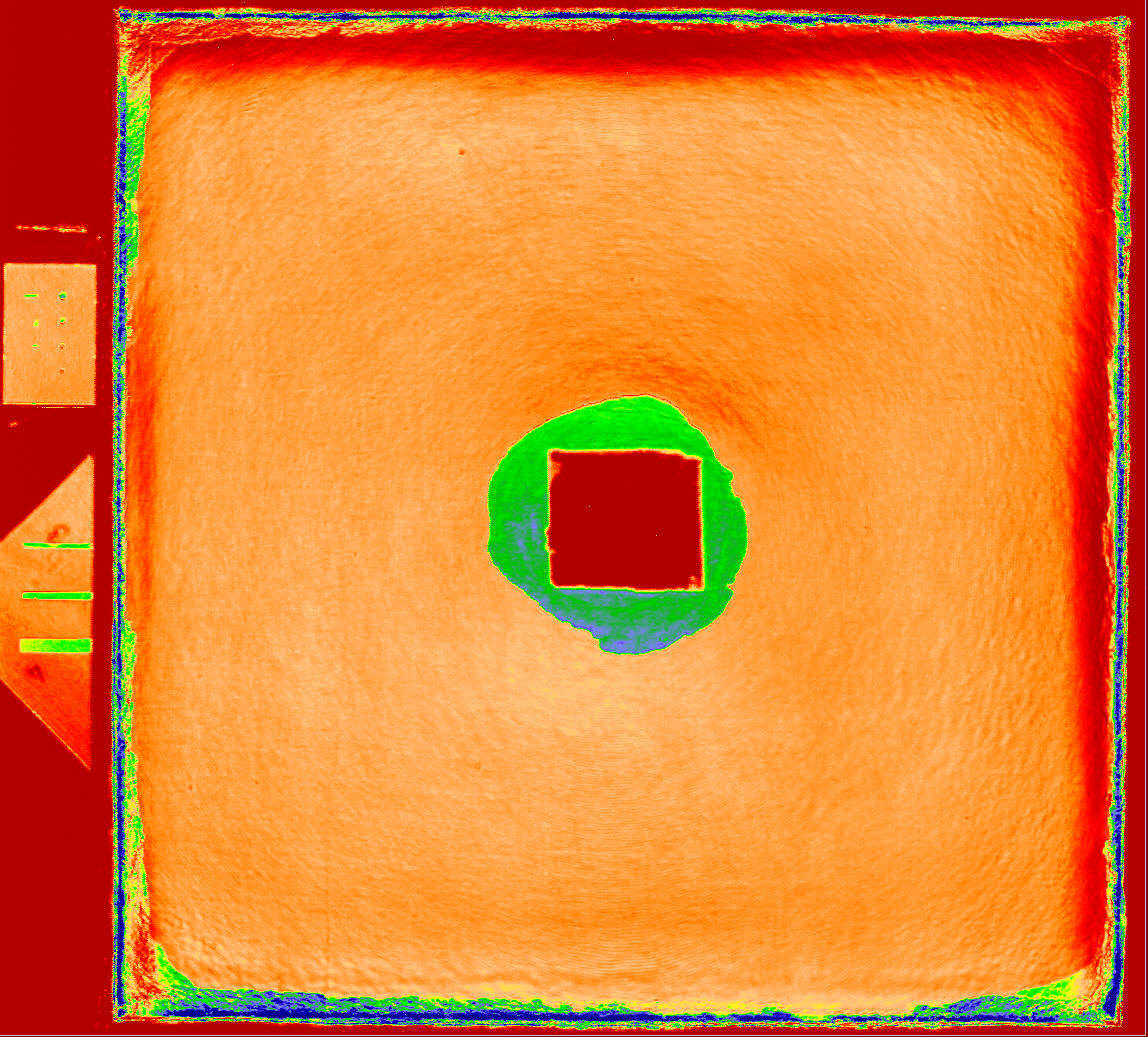
Figure 7. Full image C-scan of bonded 20" x 20" Niobium to Aluminum. Note center and edge non-bond. |
||